切削工具の倒れ現象と加工精
カテゴリーblog
~見逃せない“ミクロのズレ”が品質を左右する~
高精度加工を求められる現場では、寸法公差や面粗さに神経を使いますが、意外と見落とされがちなのが「切削工具の倒れ現象(ツールディフレクション)」です。わずかな工具のしなりやたわみが、最終的な仕上がりに大きな差を生むのです。本記事では、倒れ現象のメカニズムと加工精度への影響、そしてその対策を解説します。
1. 倒れ現象(ツールディフレクション)とは?
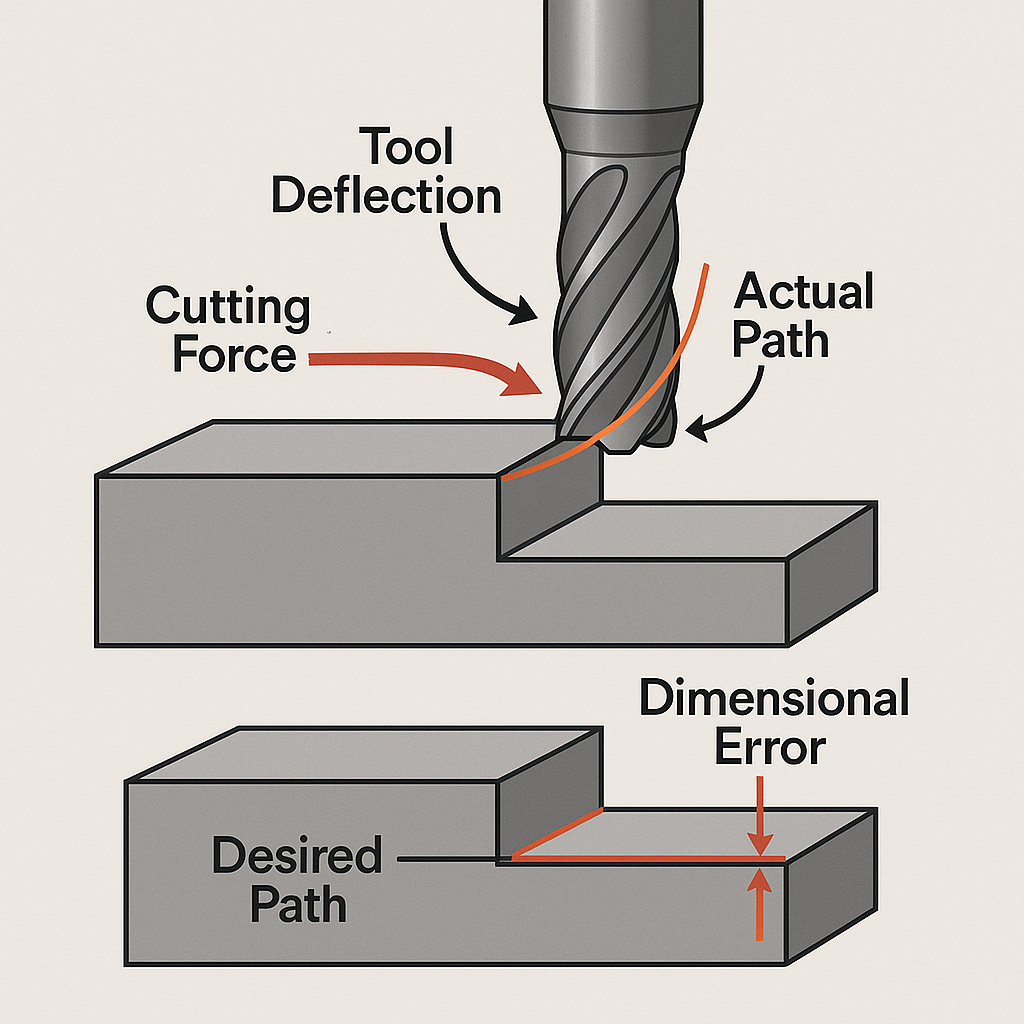
切削中、工具には切削抵抗による横方向の力が加わります。このとき工具が完全に剛体でなければ、わずかにたわんで変位してしまいます。これが「倒れ現象」です。
主な発生原因:
- 細長い工具の使用(L/D比が大きい)
- 高い送りや切込み量
- 工具剛性やホルダー剛性の不足
- 切削抵抗の急激な変化
2. 加工精度への影響
倒れ現象が起きると、以下のような精度不良が生じやすくなります:
| 不具合内容 | 原因 |
| 寸法誤差(アンダーサイズ) | 工具が押されて加工径が小さくなる |
| 面粗さの悪化 | 工具が振動しながら切削 |
| 形状歪み・だれ | 倒れ戻りによる削り残しや過剰切削 |
3. 対策方法
工具選定・条件見直し
- 剛性の高い工具・ホルダーを使用する
- L/D比(突出し長さ/工具径)を小さく抑える
- 切削条件を抑えめに設定(切込み・送り速度の最適化)
加工順序の工夫
- 最終仕上げは軽切削で工具負荷を減らす
- ラフ加工→セミ仕上げ→仕上げの工程を明確に分ける
シミュレーションの活用
- CAMソフトやCAE解析で工具倒れを予測
- 加工変位補正機能付きのCNC制御も有効
まとめ
高精度加工を実現するには、「加工機械の精度」や「工具の品質」だけでなく、加工中の動的な工具挙動=倒れ現象にも注目する必要があります。目に見えないミクロな変位が、マクロな品質不良を引き起こすことを忘れてはなりません。工具と条件の最適なバランスが、最終製品の精度を決定づけるのです。
このブログを書いた人

有限会社 長谷川加⼯所
代表取締役
長谷川 一英
HASEGAWA KAZUHIDE
切削加⼯の長谷川加⼯所について
切削加⼯で難しい産業部品を柔軟に製作。
アルミ・スレンレス・鉄 etc。
試作・⼩ロット量産。
詳しくはこちら

