切れ刃形状と壁面精度の関係
カテゴリーblog
~仕上がり面を決めるのは、刃の“かたち”だった!~
精密部品や金型などで求められる「壁面の平滑さ」や「寸法精度」。実はそのカギを握るのが、エンドミルの切れ刃形状です。見た目ではわかりにくい違いが、壁面精度や加工品質を大きく左右します。本記事では、代表的な切れ刃形状の特性と壁面への影響について解説します。
1. 切れ刃形状の種類と特性
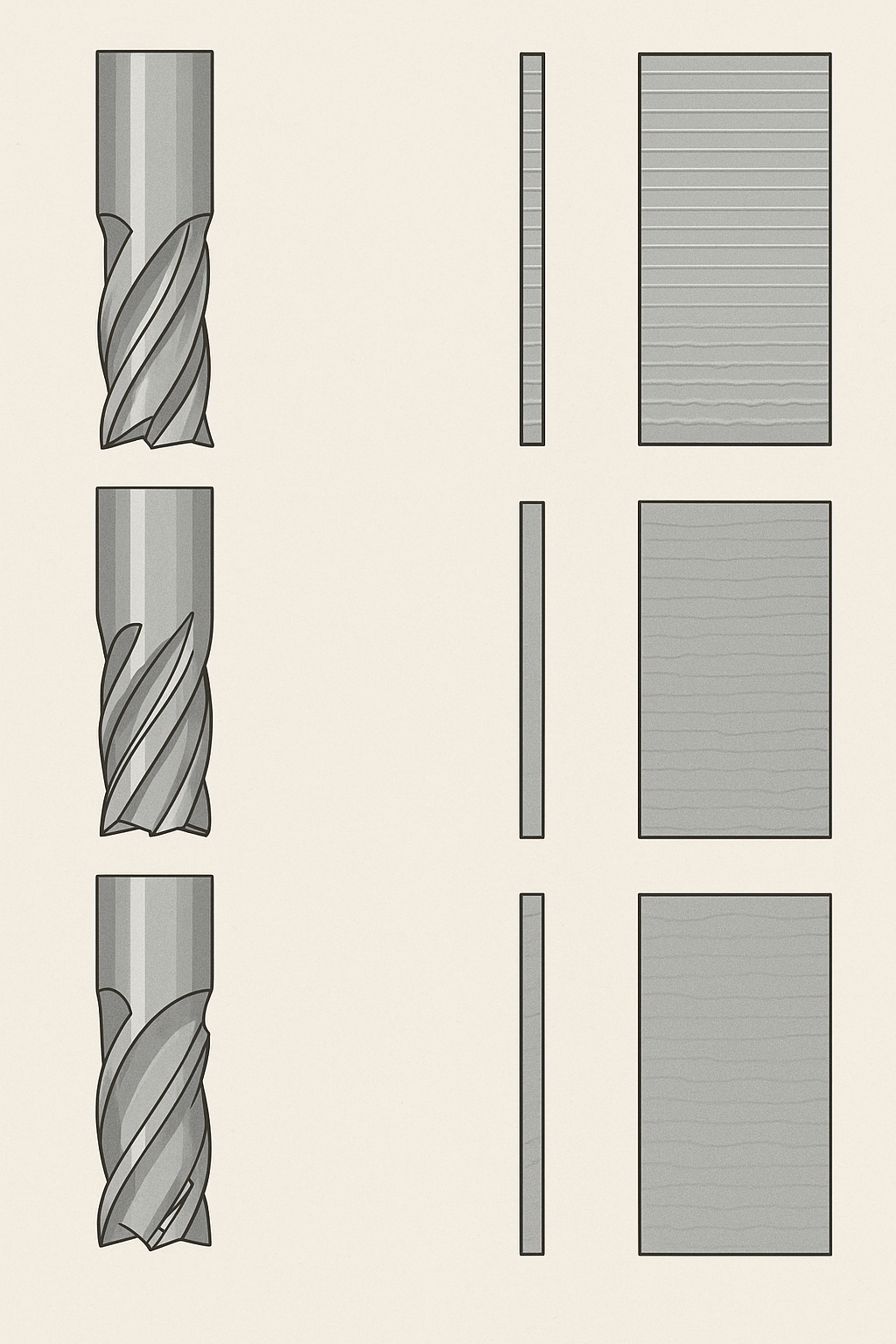
ストレート刃(直線状)
- 刃先がまっすぐな構造で剛性が高い
- 加工面に段差が出やすく、仕上がりはやや粗い
- 荒加工に適する
不等リード・不等ピッチ刃
- 刃のリード角や間隔を変えることで振動(びびり)を低減
- 加工面に周期的なパターンが出にくく高精度な壁面を実現
- 高硬度材の仕上げ加工に有効
チャンファー(面取り)刃付き
- 刃先に面取り角が設けられた構造
- 壁面のバリや微小欠けを抑制
- 切り始めや切り終わりの品質が安定
マイクロチップブレーカ付き
- 微細な突起や凹形状により切粉を分断しやすい
- 切削抵抗を下げつつ加工面に傷が入りにくい
2. 加工事例に見る違い
- 金型のキャビティ壁面加工
不等リード+ラジアス形状でRa 0.6μmを実現 - アルミ筐体の側面仕上げ
ストレート4枚刃より、面取り刃付きの方がエッジの欠けが少ない - CFRPのトリミング加工
マイクロブレーカ付き工具でバリ低減と工具寿命両立
まとめ
切れ刃の形状は、単なる「切削力」や「切粉処理」だけでなく、壁面精度という仕上がり品質に直結します。高精度な加工を求めるなら、刃数や材質と合わせて、“刃のかたち”にも着目することが重要です。微細な形状の工夫が、仕上がりに大きな違いをもたらします。
このブログを書いた人

有限会社 長谷川加⼯所
代表取締役
長谷川 一英
HASEGAWA KAZUHIDE
切削加⼯の長谷川加⼯所について
切削加⼯で難しい産業部品を柔軟に製作。
アルミ・スレンレス・鉄 etc。
試作・⼩ロット量産。
詳しくはこちら

