ステンレス鋼のねじ切り切削|加工硬化と切りくず対策を制する加工技術とは?
カテゴリーblog
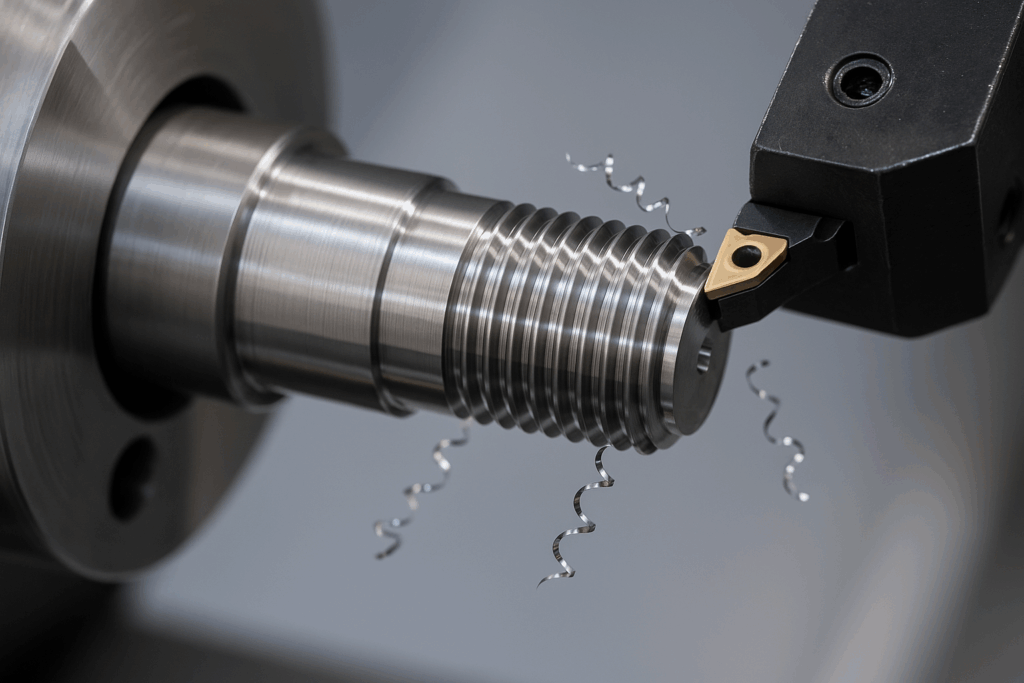
ねじ加工は、多くの機械要素で使用される重要な加工工程です。特にステンレス鋼におけるねじ切りは、加工硬化・溶着・切りくず排出不良といった厄介な問題に直面しやすく、高精度と工具寿命の両立には適切な知識とノウハウが求められます。
1. ステンレス鋼ねじ加工の課題
- 加工硬化により、ねじ山の後半で切削抵抗が上昇
- 延性が高く、切りくずが連続化して工具やワークに巻き付きやすい
- 溶着が発生し、寸法精度やねじ面粗さに悪影響
2. 使用工具と材質選定
- インサート式ねじ切りチップ(コーティング超硬・TiAlN系が有効)
- 高剛性ホルダーでビビリを防止
- 仕上げ用と荒加工用のチップを使い分けるのも有効
3. 切削条件の目安(例:SUS304 M12 × 1.75)
- 切削速度:10~30 m/min(低速が基本)
- 送り量:ピッチと一致(1.75 mm/rev)
- 切込み:1パスあたり最大0.15 mm以下を推奨
- クーラント:水溶性 or MQL。ドライ加工は避けるべき
4. 加工安定化のポイント
- 複数回のパスによる軽切削で精度を確保
- 最終仕上げパスは切込みゼロで「ならし加工」
- 加工硬化を防ぐため、工具切れ味の維持が重要
- チップブレーカ形状で切りくずを短く制御する
■ まとめ
ステンレス鋼のねじ切り切削は、難削材特有の性質をふまえた切れ刃設計、切削条件、冷却制御が重要です。適正な工具と加工パス設定によって、高精度・長寿命なねじ加工が実現できます。
このブログを書いた人

有限会社 長谷川加⼯所
代表取締役
長谷川 一英
HASEGAWA KAZUHIDE
切削加⼯の長谷川加⼯所について
切削加⼯で難しい産業部品を柔軟に製作。
アルミ・スレンレス・鉄 etc。
試作・⼩ロット量産。
詳しくはこちら

