切削幅比で大きく変わる工具損傷特性
カテゴリーblog
加工現場で「工具の損傷が早すぎる」「思ったよりも寿命が短い」と感じたことはありませんか?実はその原因の一つに**切削幅比(ae/D)**が関係している場合があります。本記事では、切削幅比が工具損傷に与える影響について、わかりやすく解説します。
切削幅比とは?
切削幅比とは、エンドミルなどの工具において、実際の切削幅(ae)を工具径(D)で割った値です。
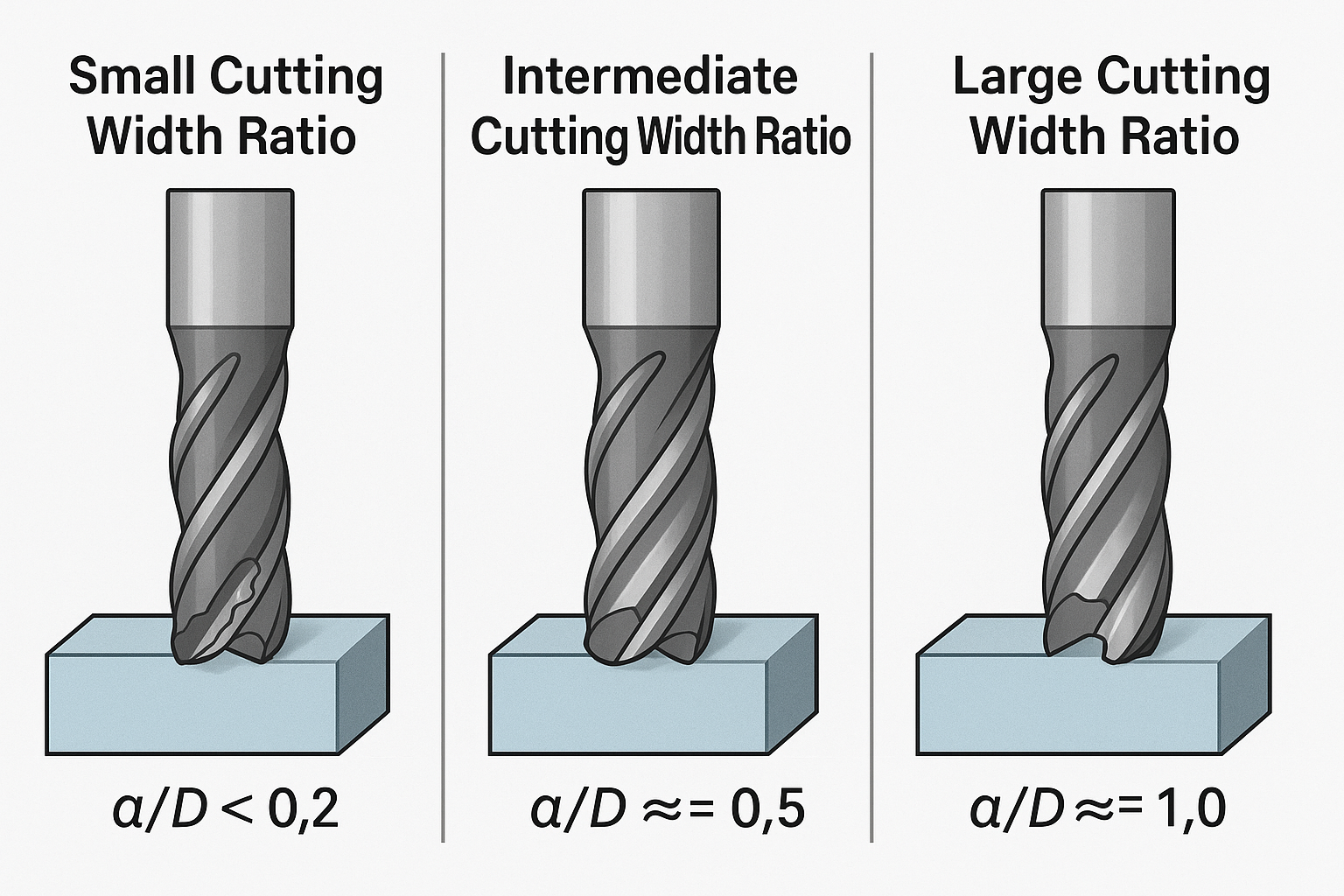
- 小さい切削幅比(ae/D ≪ 1):仕上げ加工に多く見られる
- 大きい切削幅比(ae/D ≈ 1):荒加工や全幅切削などで見られる
この比率が異なるだけで、切削負荷・工具温度・損傷パターンが大きく変わります。
切削幅比による損傷の違い
小さい切削幅比(ae/D < 0.2)の特徴
- 接触時間が短く、工具先端のみが局所的に摩耗
- 熱の逃げ道が少なく、熱集中による微小欠けが発生しやすい
- チッピングやマイクロブレイクが主な損傷モード
中間の切削幅比(ae/D ≈ 0.5)
- 切削負荷が安定しやすく、バランスの取れた摩耗進行
- 加工音や振動が少なく、工具寿命が比較的安定
大きい切削幅比(ae/D ≈ 1.0)
- 工具全体が一気に接触するため、突発的な工具破損リスクが高まる
- 特にコーナー部のチッピングや工具の折損が発生しやすい
- 工具剛性と機械剛性が重要になる
対策:加工に応じた幅比の最適化
切削幅比は、加工効率と工具寿命のバランスを左右する要素です。対策として以下が有効です:
- 仕上げ加工では、小さな切削幅と適切な送り量を設定
- 荒加工では、高剛性工具と十分なクーラント供給で破損リスクを軽減
- 切削シミュレーションやCAE分析を活用して適切な切削幅比を選定
まとめ
切削幅比は一見地味な数値ですが、工具の摩耗や破損の根本的な要因になります。加工条件の見直しにあたり、切削幅比に注目することが、工具寿命の延長とトラブル低減につながります。
このブログを書いた人

有限会社 長谷川加⼯所
代表取締役
長谷川 一英
HASEGAWA KAZUHIDE
切削加⼯の長谷川加⼯所について
切削加⼯で難しい産業部品を柔軟に製作。
アルミ・スレンレス・鉄 etc。
試作・⼩ロット量産。
詳しくはこちら

