工具損傷と切削温度の関係とは?──見えない“熱”が工具寿命を縮める理由
カテゴリーblog
切削加工では、工具と被削材が激しく接触し、摩擦とせん断によって高温が発生します。
この「切削温度」が上昇しすぎると、工具の摩耗や破損を加速させる重大な原因となります。
この記事では、工具損傷と切削温度の関係性、損傷の種類、熱対策の実務例について、図とともに解説します。
なぜ切削温度が上がるのか?
切削加工では、以下の3つのメカニズムによって熱が発生します:
- せん断帯の変形エネルギー(被削材内部)
- チップと工具の摩擦熱(すくい面)
- 工具とワークの接触熱(逃げ面)
これらにより、切削点で数百~1000℃以上の高温になることがあります。
とくに硬い材料や高速度切削では、切削温度の管理が極めて重要です。
高温がもたらす主な工具損傷
① クレータ摩耗(すくい面)
- 高温下でチップと工具表面が摩耗
- 超硬工具でも1000℃以上で顕著に進行
② フランク摩耗(逃げ面)
- 工具と加工面の摩擦による摩耗
- 工具寿命の代表的な終端判定指標
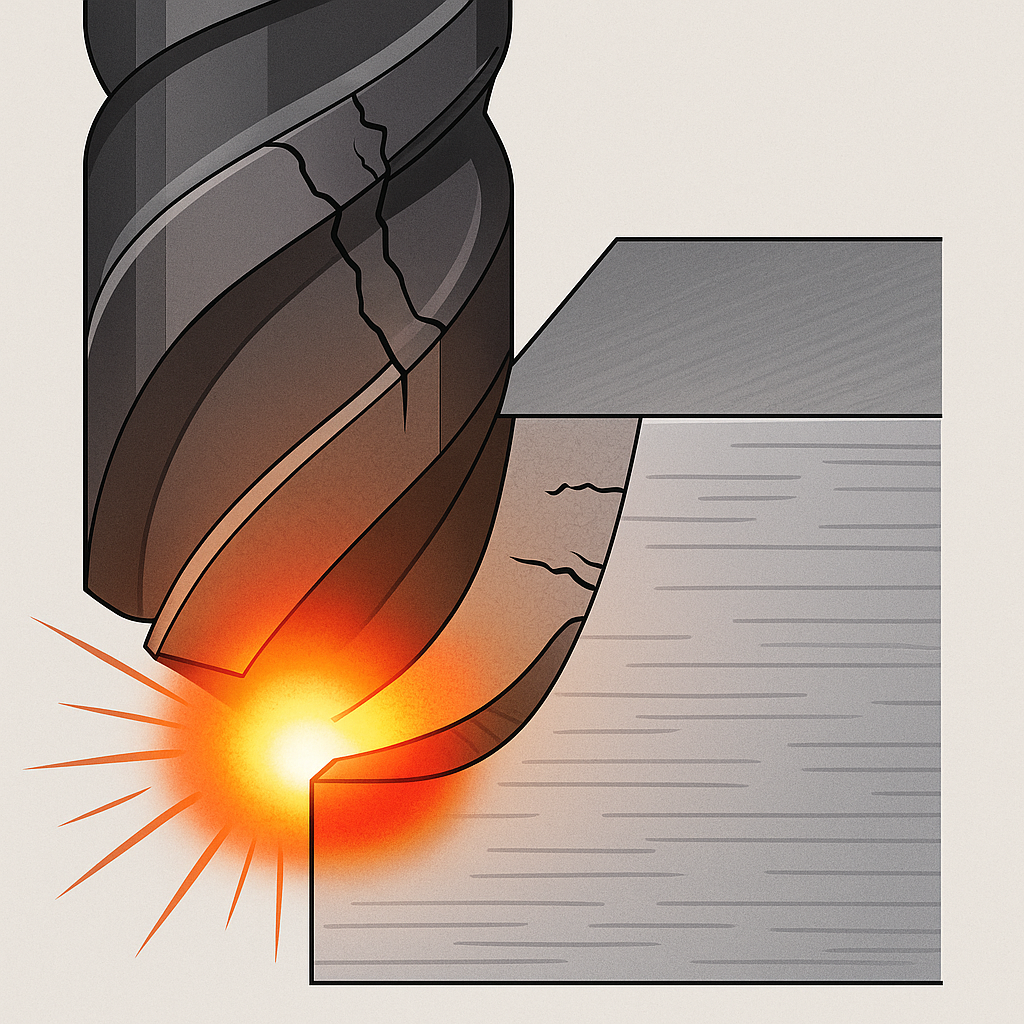
③ 熱疲労亀裂・チッピング
- 高温と冷却の繰り返しによる熱衝撃で表面に亀裂
- 特に断続切削・湿式加工に多い
④ 酸化・拡散摩耗
- 高温での化学反応により工具成分が溶出・拡散
- セラミックやコーティング工具で要注意
対策:切削温度を抑えるには?
✅ 切削条件の最適化
- 高速化は控えめに、適切な切込み・送りを選定
- 難削材では無理な連続切削を避ける
✅ クーラントの工夫
- スルースピンドルによるピンポイント冷却
- ミスト・MQL(微量給油)で表面温度の安定化
✅ 工具の選定
- 耐熱性の高いTiAlNコート・セラミック工具などを使用
- コーティングの剥離に注意して定期交換
まとめ:工具寿命は「熱との戦い」
切削加工において、工具の損傷原因の多くは**摩耗よりも“熱”**に起因しています。
高温は摩耗を加速させ、寿命を短縮させ、加工品質を損なう最大の敵。
「切削温度を制する者が、加工精度と工具寿命を制する」──
それほど、熱の管理は現場の重要テーマです。
