正面フライス切削の諸特性を学ぼう|仕上がり・工具負荷・加工能率の基礎知識
カテゴリーblog
はじめに
機械加工における基本技術のひとつ「正面フライス切削(フェイスミル加工)」。主に平面加工や仕上げ加工に使われ、工具選定・条件設定次第で高能率にも高精度にも対応できる多用途な加工法です。本記事では、正面フライス切削における主要な特性と現場での応用ポイントをやさしく解説します。
正面フライス切削とは?
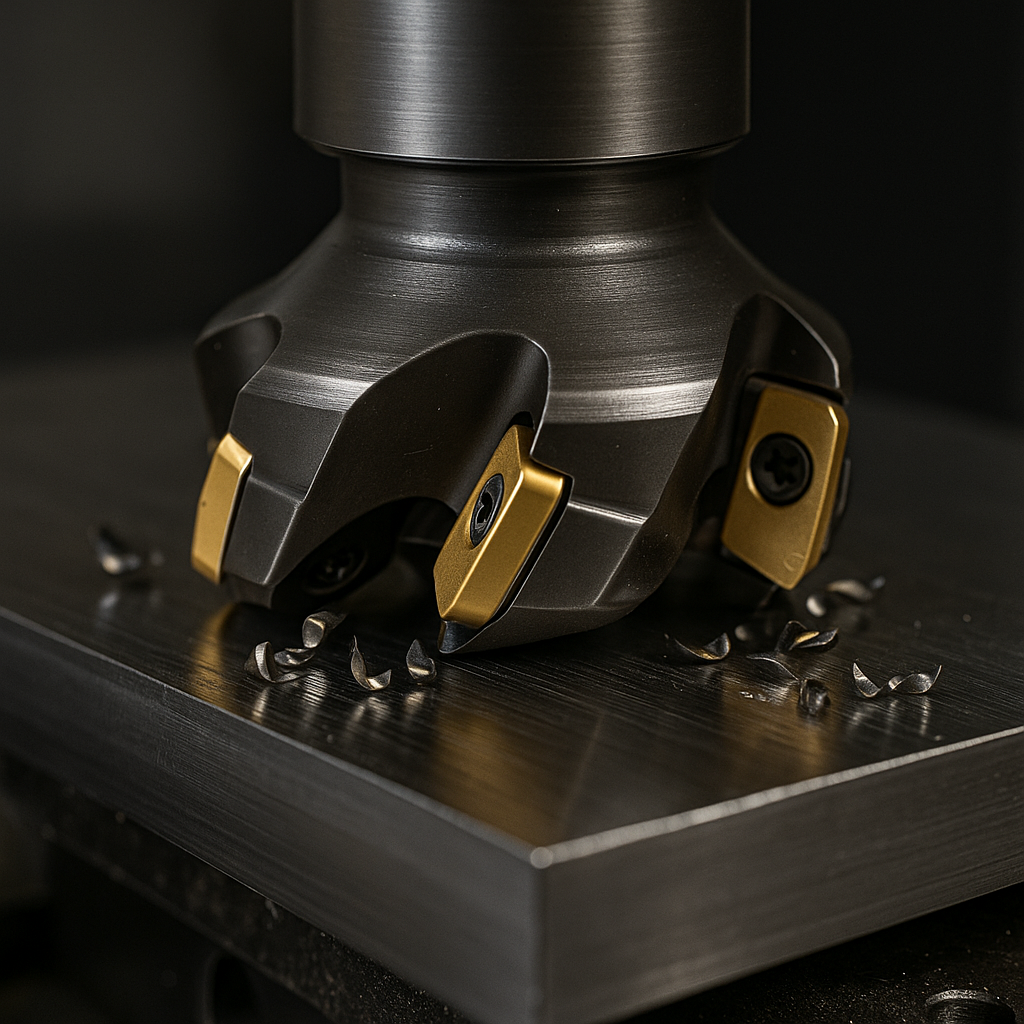
回転する円形のフライス工具が、工具の外周および底面の刃でワーク表面を削る加工法です。以下のような特徴があります:
- 主に平面加工・荒取り・仕上げに対応
- 工具径が大きく、一度に広い面積を加工できる
- 多刃工具が使えるため高能率化に向く
主な切削特性
1.
切削力の分布
- 主に径方向・軸方向の合成力がかかる
- チップ数が多いほど、1刃あたりの切削負荷が分散しやすい
2.
工具寿命への影響
- 仕上げ面重視なら小切込み・高送り、
能率重視なら大切込み・低送りが基本 - 工具寿命はチップ摩耗と熱バランス管理が鍵
3.
加工面の仕上がり
- 逃げ角・すくい角・チップ先端形状で大きく変わる
- 表面粗さは送り量と工具径に大きく依存
4.
切りくず排出性
- 放射状に飛散しやすく、クーラントやチップブレーカ設計が重要
- ワークへの二次接触を防ぐには機内清掃性の確保も
使用時のポイント
- チップ材質・コート選定(鋼材向けTiAlN、鋳鉄向けCVDなど)
- 刃数・ピッチの選定(荒加工:大ピッチ、仕上げ:密ピッチ)
- ワーク固定剛性の確保(振動やビビリの原因除去)
まとめ
正面フライス切削は、加工条件・工具構成・被削材の性質に応じて自在にチューニング可能な加工方法です。仕上がり重視の精密加工から、効率優先の荒加工まで幅広く対応できるため、加工の基本を学ぶうえで最も重要な技術のひとつといえるでしょう。現場に即した最適な使い方を身につけましょう。
このブログを書いた人

有限会社 長谷川加⼯所
代表取締役
長谷川 一英
HASEGAWA KAZUHIDE
切削加⼯の長谷川加⼯所について
切削加⼯で難しい産業部品を柔軟に製作。
アルミ・スレンレス・鉄 etc。
試作・⼩ロット量産。
詳しくはこちら

